Современный этап развития науки и техники характеризуется бурным развитием различных технологий, применяемых в строительстве. Сегодня профнастил (профлист) занимает одну из лидирующих позиций на рынке строительных материалов и применяеется в коттеджном строительстве в качестве кровельного материала для крыш, заборов или ограждающих конструкций стен и кровли в строительстве по технологии ЛМК.
При производстве профнастила используется метод холодной прокатки гладкого листа металла. При этом способе изготовления из оцинкованного металла с полимерным покрытием получается гофрированный профнастил, геометрия которого зависит от вида прокатного стана и ножниц для резки. Использование одновременного метода профилирования обеспечивает одновременное формирование всех гофр, что в свою очередь гарантирует высокое качество профнастила. |
|
| |
|
| |
Для производства профнастила используется: - рулонная оцинкованная сталь с защитно-декоративным покрытием по ГОСТ 30246-94;
- рулонная оцинкованная сталь ХП по ГОСТ 14918-80 ОН, БТ.
Требования к помещению для установки оборудования для производства профнастила: - Температура воздуха в помещении должна быть не ниже +4 °С;
- Цех должен быть оборудован грузоподъемным устройством;
- Наличие ровного бетонного пола в цехе;
- Наличие места для подъезда автотранспорта для погрузочно-разгрузочных работ;
- Наличие места для хранения рулонов металла рядом с разматывателем.
|
ОБЩИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ
|
|
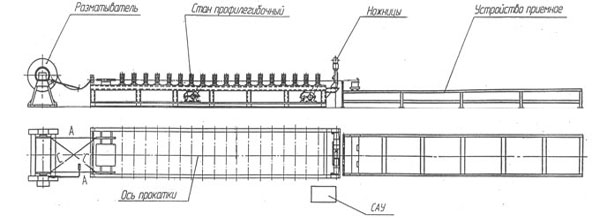
ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА ПРОФНАСТИЛА СОСТОИТ ИЗ:
- 1. Автоматической системы управления (САУ);
- 2. Разматывателя рулона (консольный или двухопорный);
- 3. Станка отрезного для быстрой замены рулона;
- 4. Прокатного стана (одновременный метод прокатки);
- 5. Ножниц гильотинных;
- 6. Приемного устройства.
|
|
| ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ ОБОРУДОВАНИЯ |
| Численность персонала, чел | 2 (оператор + подсобный рабочий) | | Режим работы | Автоматизированный | | Производительность линии, п.м./час | от 1270 | | Скорость прокатки, м/мин | до 21,6 | | Обрабатываемый материал: | - рулонная оцинкованная сталь ХП по ГОСТ 14918-80;
- рулонная оцинкованная сталь с защитно-декоративным покрытием по ГОСТ 30246-94; | | Длина изготавливаемых листов профнастила, мм | от 100 до 14 000 | | Толщина металла, мм | 0,45..1,20 (в зависимости от вида профиля) | | Ширина ленты, мм | 1250 |
|
СИСТЕМА АВТОМАТИЧЕСКОГО УПРАВЛЕНИЯ (САУ) В комплектацию линии для производства профнастила новейшая система автоматического управления (на базе современного контроллера Siemens, стойка фирмы RITTAL). САУ позволяет управлять такими важными технологическими параметрами, как: количество - длина профилей, скорость прокатки (с функцией оптимизации критерия производительность - качество), паузы технологического цикла. ДОСТОИНСТВО САУ: - увеличение производительности и улучшение качества выпускаемой продукции (отсутствие человеческого фактора);
- обеспечение точности реза по длине ±1мм на 6м профиля;
- обеспечение долговечности эксплуатации (щадящий режим);
- обеспечение плавный пуск-стоп линии (пуск линии без рывков - нет пробуксовки прокатного стана, отсутствует резкое натяжения цепей;
отсутствуют пусковые токи, вызывающие поломки электрической схемы).
|
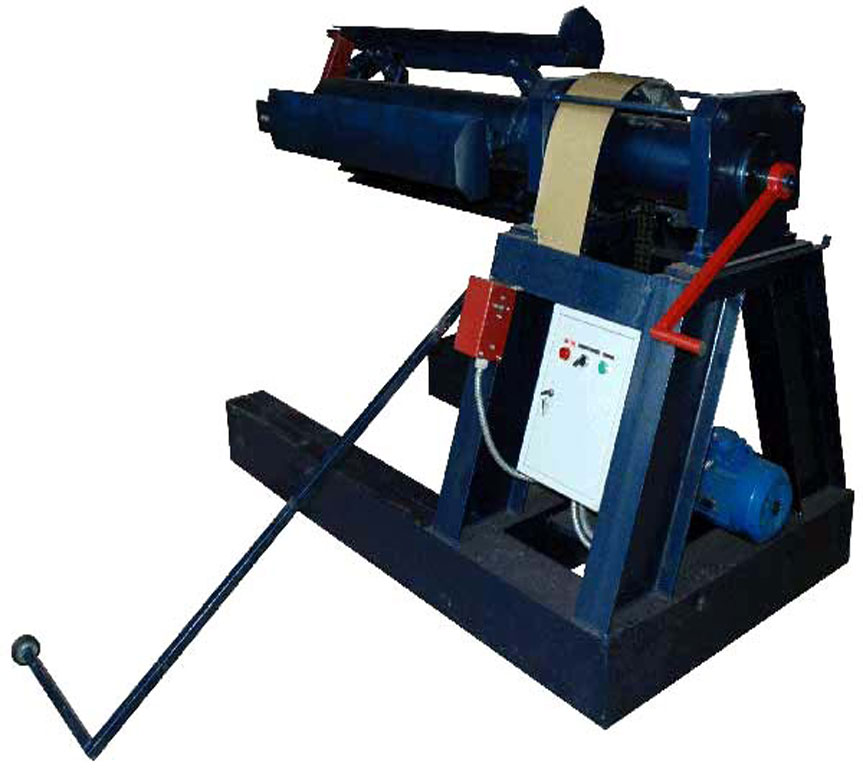
РАЗМАТЫВАТЕЛЬ РУЛОНА (грузоподъемность - 10 тонн)
Бывает двух видов: консольный и двухпорный, которые отличаются друг от друга только
удобством эксплуатации. Данный элемент линии производства оснащен собственной автоматикой, которая позволяет синхронизировать скорость работы со скоростью прокатки. |  |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Масса разматывателя, кг | 1 250 | | Габариты, LxBxH мм | 2710 х 1220 х 1570 | | Мощность привода, кВт | до 1200 | | Внутренний диаметр рулона, мм | Мах – 625
Min - 470 | | Толщина металла в рулоне, мм | 0,3..2,0 | | Мах. ширина рулона, мм | 1250 | | Осевая нагрузка (масса рулона), кг | 10 000 |
|
ПРОКАТНЫЙ СТАН
является одной из самой важных составных частей оборудования, так как именно от его конструкции и качества изготовления зависит качество произведенного профнастила. Характеристики прокатного стана: - одновременная схема прокатки;
- скорость прокатки - 22 погоных метра в минуту;
- в начале прокатного стана - ножницы для быстрой замены рулонов.
Одновременная схема прокатки позволяет формировать все гофры
одновременно, избегая тем самым появление «елочек» и перекатов в профнастиле. | |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Вид профиля | Количество клетей | Масса, кг | Габаритные размеры, мм | Потребляемая мощность, кВт. | | Длина | Ширина | Высота | | С-8 | 10 | 5650 | 7000 | 1660 | 1200 | 7,5 | | С-10 | 10 | 5600 | 7000 | 1660 | 1200 | 7,5 | | С-18 | 13 | 6800 | 8600 | 1660 | 1290 | 7,5 | | С-18 (волна) | 16 | 9400 | 9600 | 1660 | 1290 | 7,5 | | С-21 | 13 | 6800 | 8600 | 1660 | 1290 | 7,5 | | С-44 | 16 | 12700 | 10500 | 1660 | 1290 | 7,5 | | Н-15 | 18 | 9700 | 9870 | 1660 | 1290 | 2х4,0 | | Н-57 | 19 | 16000 | 15500 | 1660 | 1290 | 2х7,5 | | Н-60 | 19 | 16000 | 15500 | 1660 | 1290 | 2х7,5 | | Н-75 | 24 | 19500 | 18500 | 1660 | 1290 | 2х7,5 | | Н-114 | 36 | 60000 | 35000 | 1660 | 1300 | 4х7,5 | | Н-153 | 44 | 80000 | 46000 | 1660 | 1500 | 8х7,5 | | НС-35 | 16 | 12500 | 10500 | 1660 | 1290 | 7,5 |
|
ГИЛЬОТИННЫЕ НОЖНИЦЫ
Предназначены для резки готового профлиста перед складированием в пачки.
Применение таких ножниц позволяет производить рубку металла без заусениц. |  |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Масса, кг | ок. 500 | | Габариты, LxBxH мм | 440х1550х1150 | | Установленная мощность, кВт | от 3,0 | | Длина отрезаемых изделий | по требованию Заказчика |
|
Приемное устройство (штабелер)
Завершающей стадией производства является работа приемного устройства, которое принимает и складирует профнастил в пачки. Различают два вида штабелера: устройство с откатной тележкой и автоматический штабелер, управляемый САУ всей линии. | |
|
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ |
| Масса, кг | от 400 | | Габариты, SxH мм | 12900х1000
|
|
 Заказать коммерческое предложение
Заказать коммерческое предложение